






Our double-wall corrugated pipe machine can be used for multiple purposes. It can make single-wall corrugated pipes, double-wall corrugated pipes, double-wall perforated corrugated pipes, tunnel anti-crystallization water seepage blind pipes, indoor decoration fresh air ducts, and bamboo pipes. We can change the mold. Just fine
Fresh air duct, PE special corrugated pipe for air change, wind box, ventilation hose, supporting ventilation pipe
Fresh air system corrugated pipe 75/110PE pipe double wall plastic pipe fresh air duct air conditioning ventilation hose
Fresh air system double-layer corrugated pipe fresh air duct PE pipe 75, 110, 160

PE pipe 75 air duct exhaust hose PE pipe fresh air system double wall corrugated hose
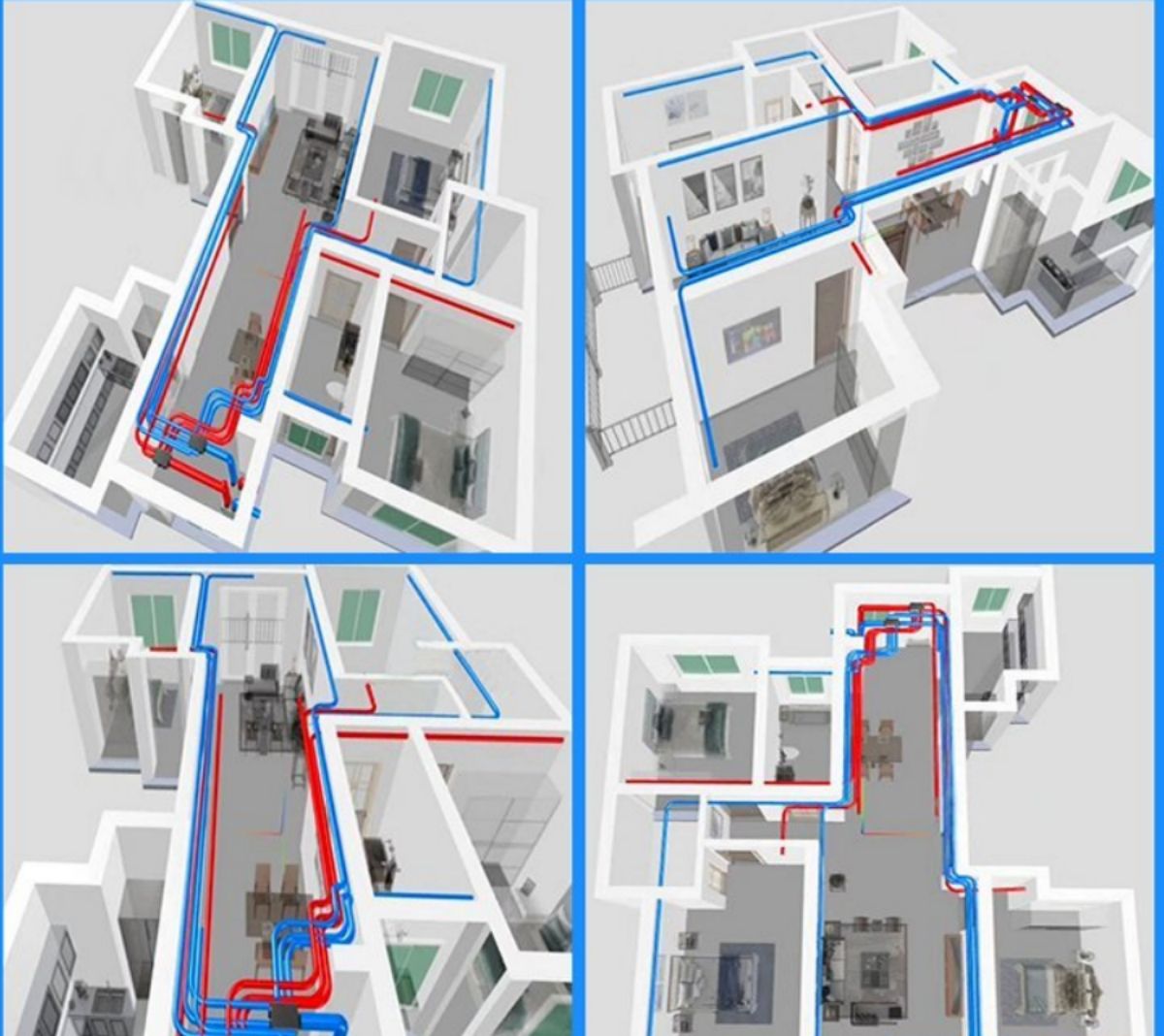
The fresh air system is based on the use of special equipment on one side of a sealed room to send fresh air into the room, and then discharge it to the outside through special equipment on the other side. A "fresh air/flow field" will be formed indoors to meet the needs of indoor fresh air. The implementation plan is to use high wind pressure and large flow fans, rely on machinery to supply air from one side to the room, and use a specially designed exhaust fan to discharge it to the outside from the other side to force the formation of a fresh air/flow field in the system. While supplying air, the air entering the room is filtered, oxygenated, and preheated (in winter).

New air duct equipment consists of: outer wall host + inner wall host + machine head + mold + forming machine + winding machine
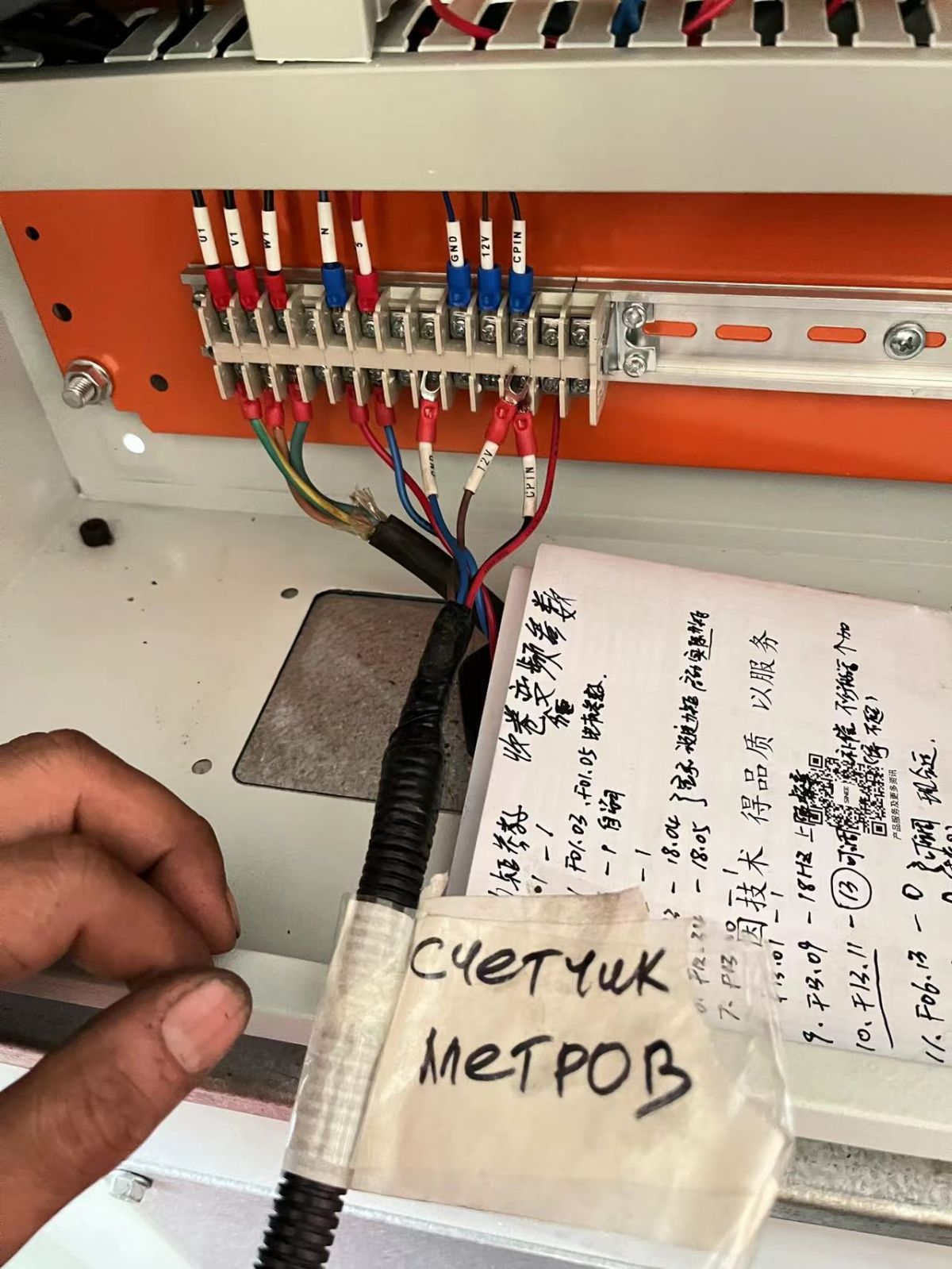
It is recommended that customers conduct general grounding and build a 6-meter copper wire to connect all machines and ground them at the same time. The molding machine and winding machine are all 380V. The total installed power is 65 kilowatts, and the actual production is 25 kilowatts (25 kilowatt hours).
It is recommended that the distance between the forming machine and the winding machine is 6 meters
The distance from the outer wall host to the molding machine is 825MM, and the distance from the inner wall host to the molding machine is 785MM.
When we came up with single wall corrugated pipe, we just turned off an inner wall extruder.
You can also add a wire feeder for steel wire to make a corrugated pipe for power wiring. The hole for the iron wire should be drilled into the mold. The diameter of the iron wire should not exceed 1.0MM. The water jacket used should also be changed to a hollow two-layer one.


The extruder is heated to 200-220 degrees for 1.5-2 hours, depending on the grade of the material. The four and five areas of the machine head are the backup areas. After the temperature reaches the temperature, after the host mold and the molding machine have found a balance, the frame level of the machine tool is To make sure it is accurate, place the level on the mold to level it. After leveling, be sure to tighten the 12 screws on the left and right sides of the mold. If it is not leveled, the material will not come out and the machine head will rub against the mold. There are up, down, left and right adjustment screws on the molding machine.
When leveling, you must ensure that it is most accurate to push out a little material after preheating and then find the balance.
Adjust the deflection of the outer wall, and then use a circle of large screws on the heating belt on the machine head. Which side of the outer wall is thicker, which side is tighter, and which side is looser; adjust the deflection of the inner wall, and then there are 4 small screws on the die, which side Which side is thinner? The inner wall and outer wall are opposite.

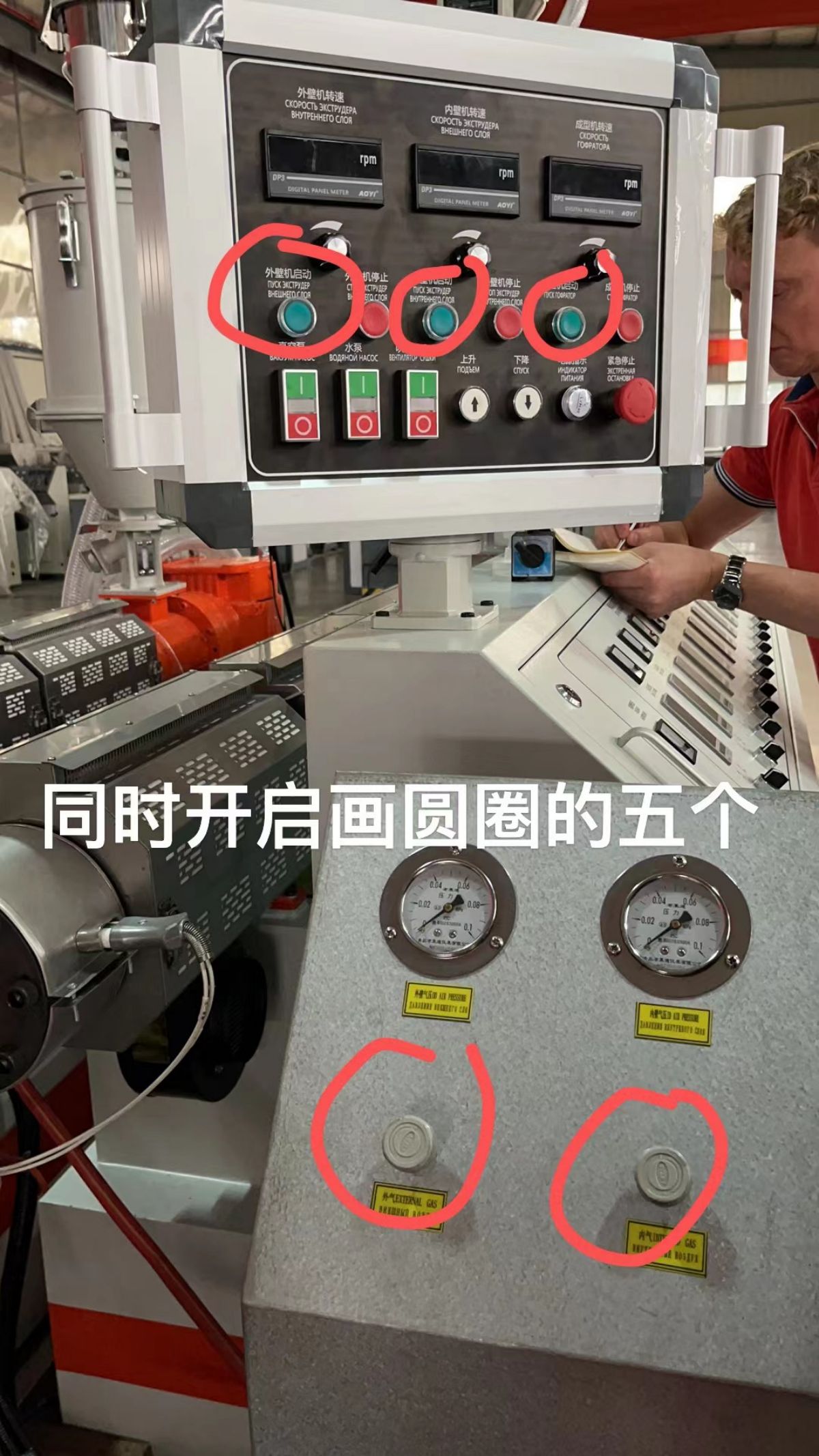
Start the three green buttons (outer wall, inner wall and molding machine on the cantilever box). The outer wall machine speed starts at 272 - normal operation is 290 RPM, the inner wall machine speed is 265 - normal operation is 214RPM, the molding machine speed is 614RPM, and the molding machine speed is accelerated during subsequent production. 704RPM, the host current shows 16A, which makes the wall thickness thinner. The inner wall should not be too thick when making a new air duct, otherwise the inner wall will not have a good curvature.

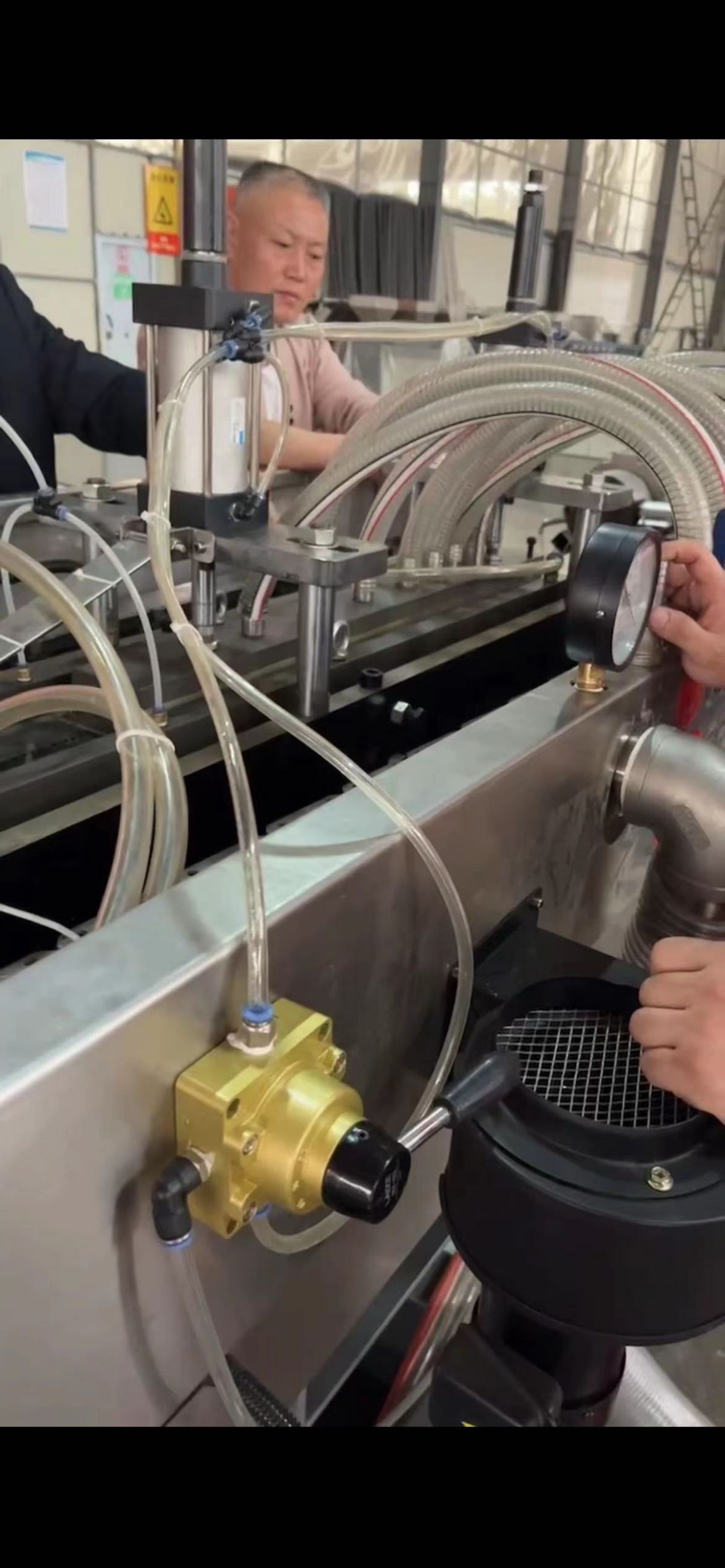
When turning on the air pressure on the inner and outer walls at the same time, the internal pressure is recommended to be between 0.02-0.04, and the external pressure is similar. Find a balance point. The air pump tube must be thicker to ensure stable air pressure. The internal and external air pressure gauges must be stable and cannot fluctuate. , otherwise it will affect the wave crest. When the outer wall is thin, the vacuum system does not need to be used.
The 15kW air compressor can supply 4 lines. It is recommended to use a 40MM diameter air pipe, 0.5-0.6MPA. The inner wall pressure is greater than the outer wall pressure, and the inner air is greater than the outer air because there is an R angle on the inner wall. Check the operating current when starting up. The inverter is turned on and the current is displayed, 50% 7042 and 50% 5502, the inner wall is 5 kg, the outer wall is 12 kg, and the outer wall is 2 to 3 times that of the inner wall.
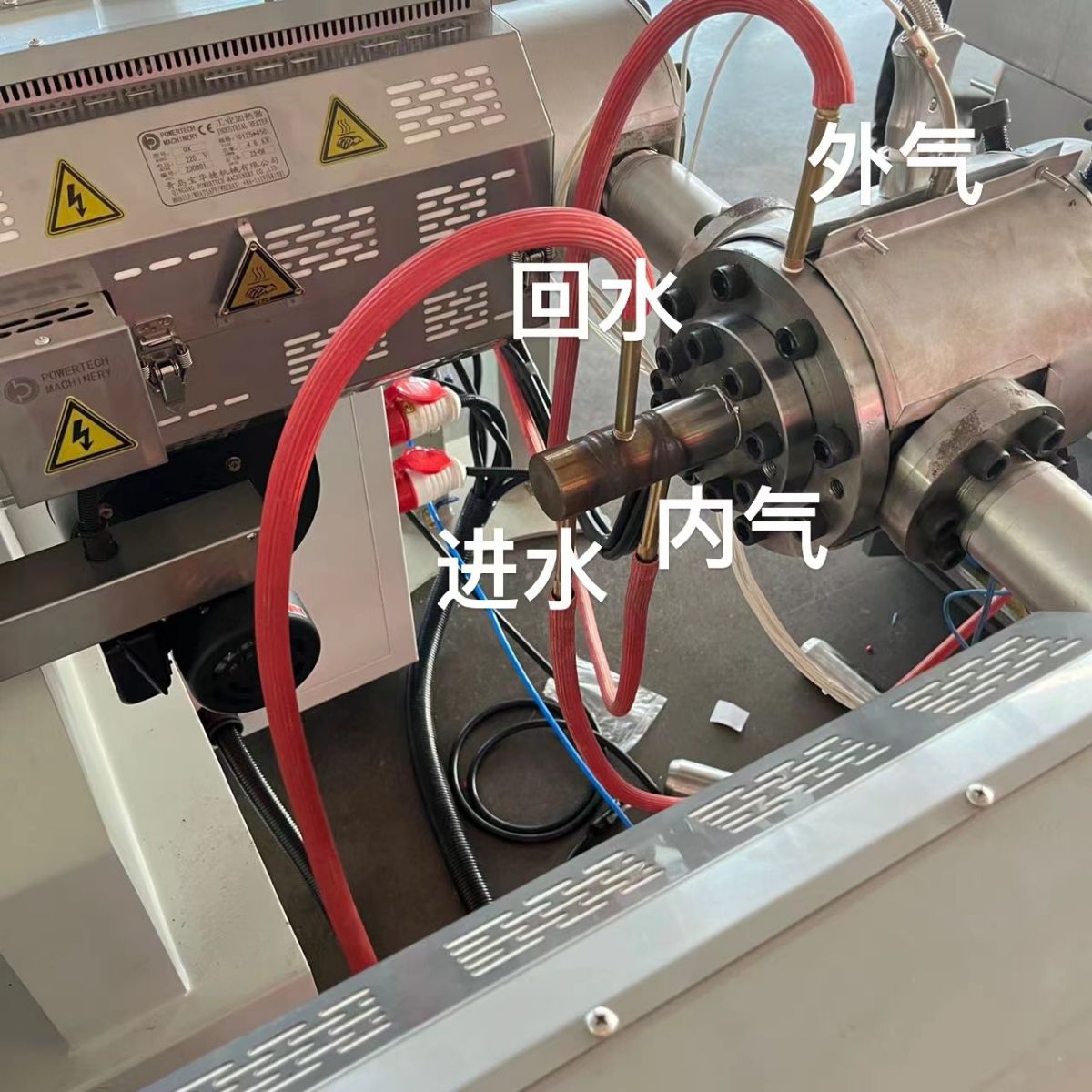
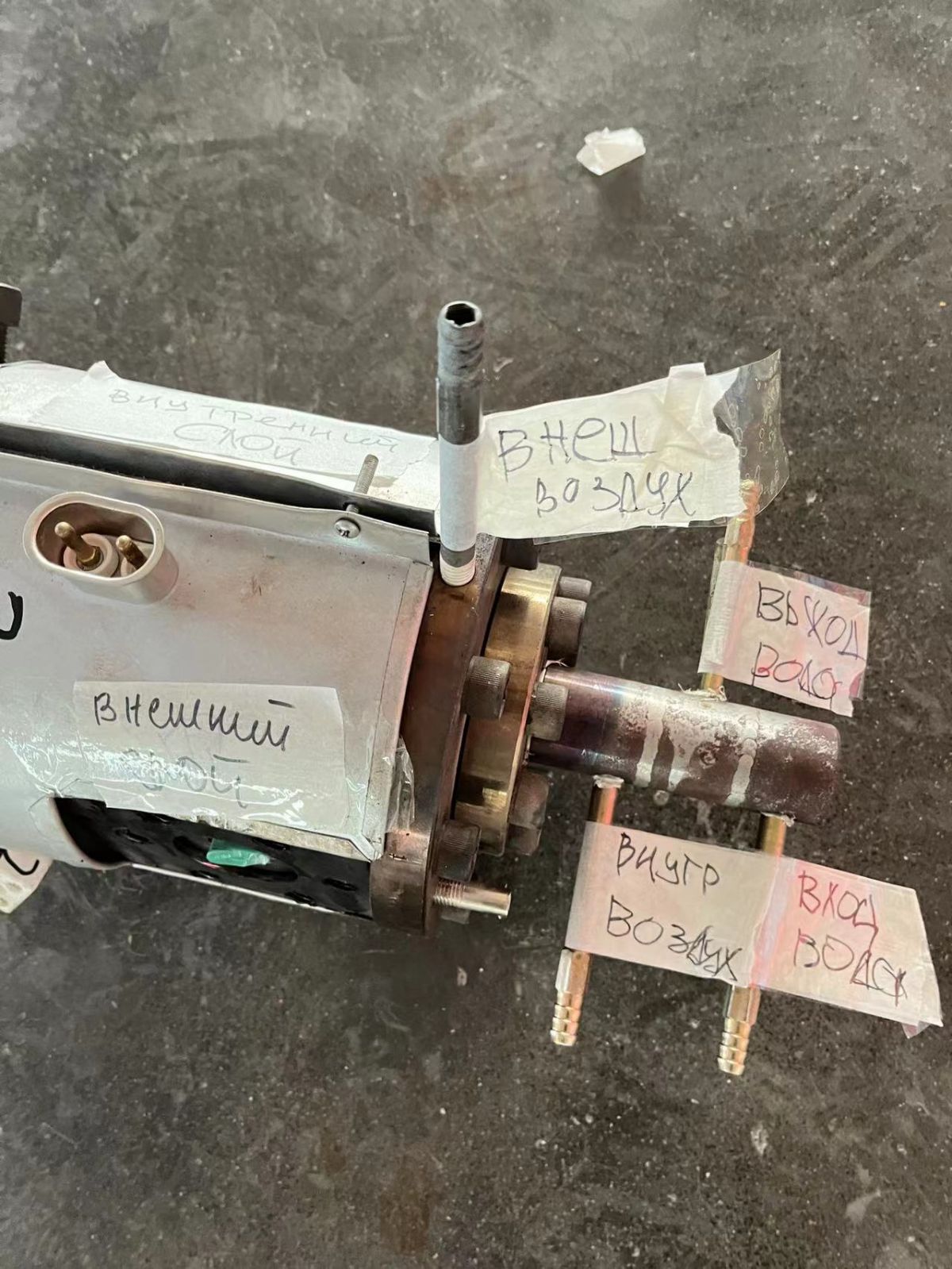
From left to right on the mold core rod at the mold mouth are the outer air, outer wall, inner air, and inner wall.
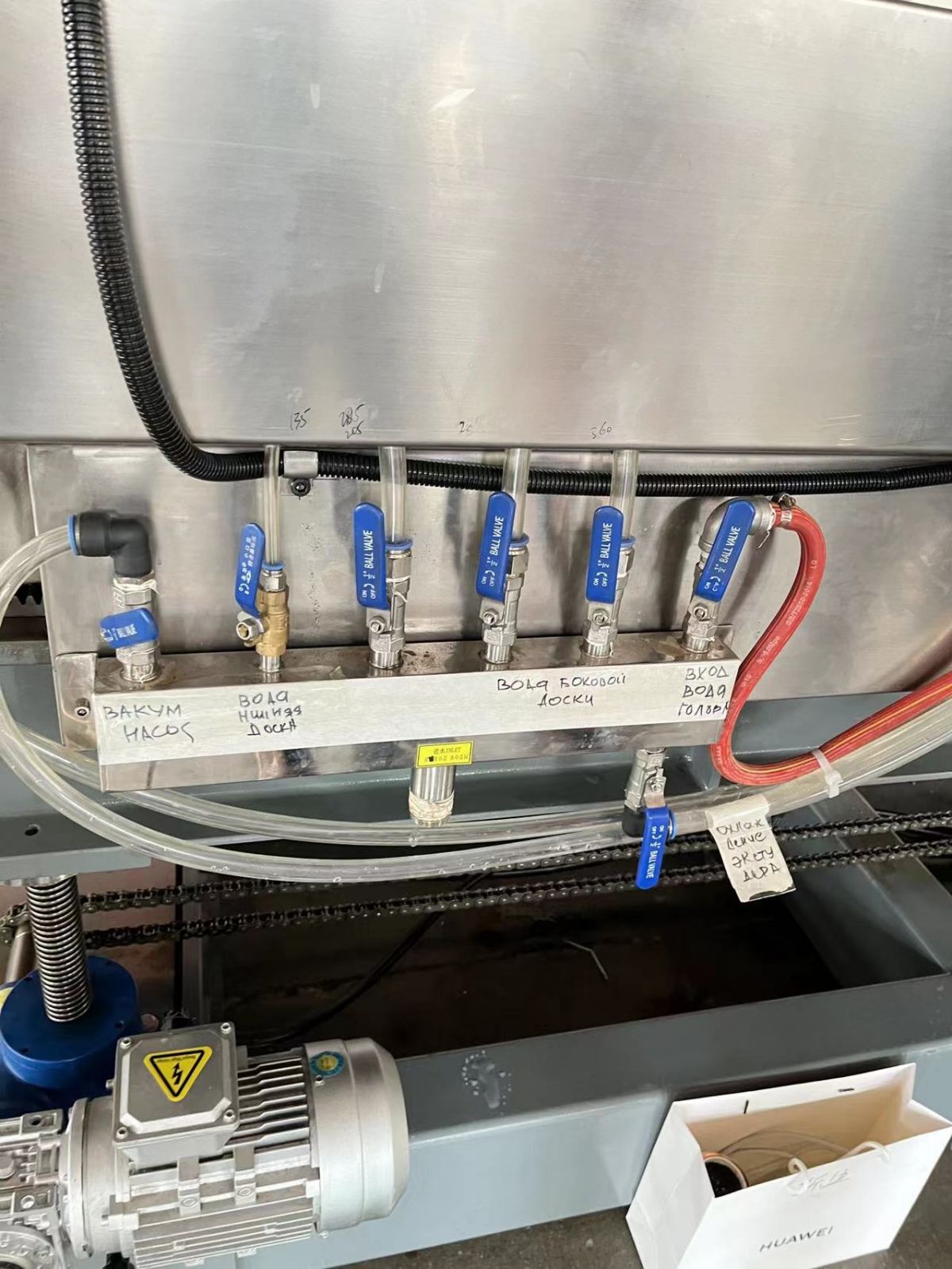
Open various water channels of the molding machine
The vacuum gauge on the molding machine is around 0.08. Immediately to the right is the pressure relief valve of the vacuum gauge.

If the green sealing ring of the water jacket is broken, it will leak. Check and replace it frequently.
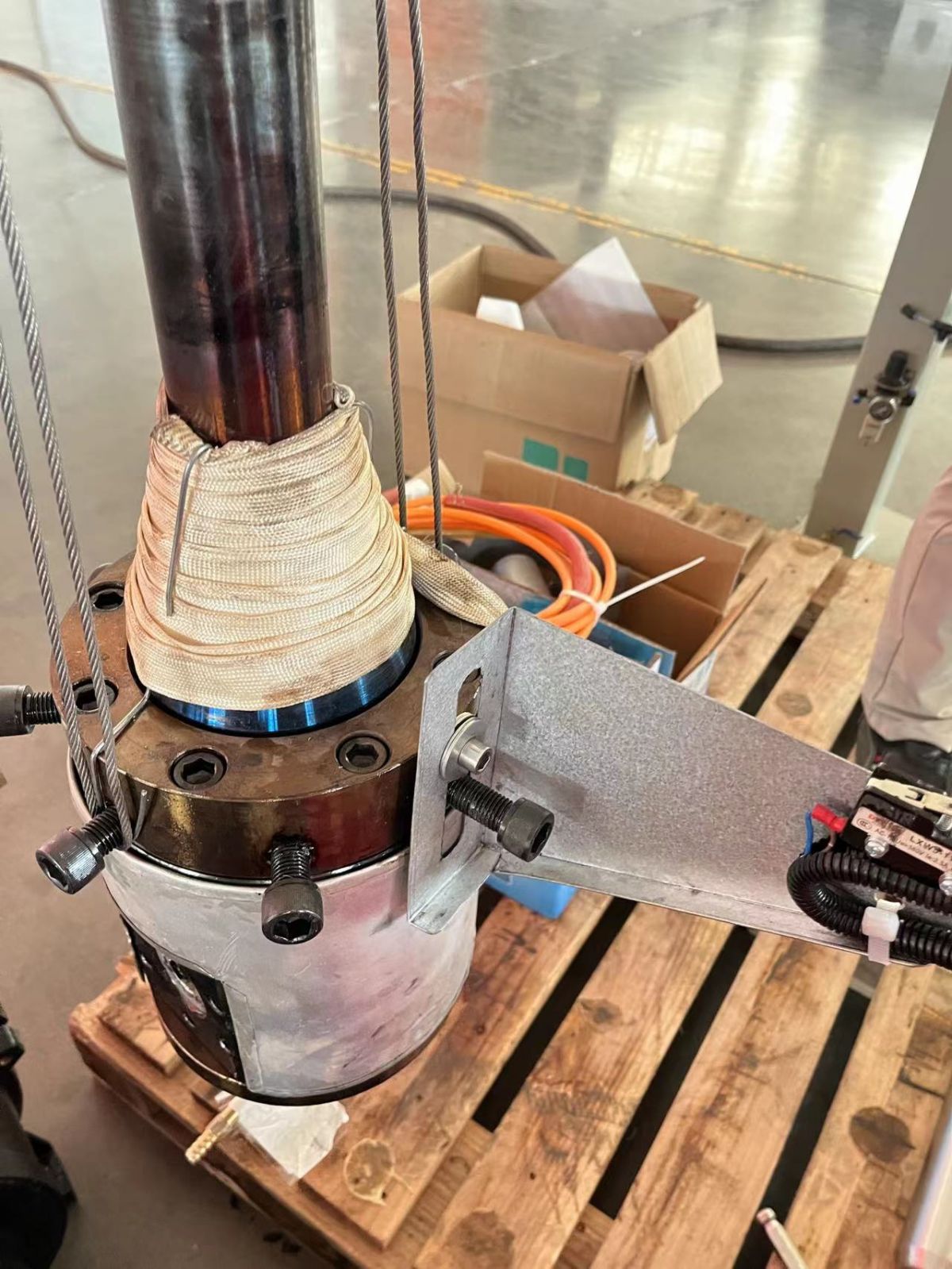
After twisting the water jacket, open the water jacket valve on the rightmost side of the molding machine in time, with the up and down direction open, to prevent the O-ring of the water jacket from being burned by the heat from the machine head.
When installing the water jacket, tighten it and turn it back a little. The purpose is to allow the water jacket to naturally align up, down, left, and right. When the molding machine approaches the water jacket, hold the water jacket up.
The die on the outer wall should be aligned with the position of the pressing cylinder, with a distance of 345MM (as shown in the picture)

When making a water tank, you must have a filter and use pure water. Water with scale will block the water jacket and water pump.


Shutdown steps:
First stop the main machine, outer wall and inner wall main machines, wait for the material to come out, then stop the molding machine, and immediately remove the water jacket. The water jacket is cold and can be rotated directly by hand, and then close the main knob of the electrical cabinet (horizontally horizontal). The power is off in the left and right directions, and the power is on in the up and down directions). Before starting the machine next time, be sure to reheat the die mandrel of the machine head first, otherwise the material will solidify inside. If it is not heated, it will easily burst.
The vacuum pump can be used for the chiller, but the water pump is not needed. It is just reserved.
It is recommended that customers conduct general grounding and build a 6-meter copper wire to connect all machines and ground them at the same time. The molding machine and winding machine are all 380V. The total installed power is 65 kilowatts, and the actual production is 25 kilowatts (25 kilowatt hours).
When changing the mold, lift button, 70KG pressure plate

Post time: Oct-16-2023