






| Machine name | Size ( L*W*H ) | Weight KG |
| Sj55 single screw extruder | 3100*1080*1650 | 800 |
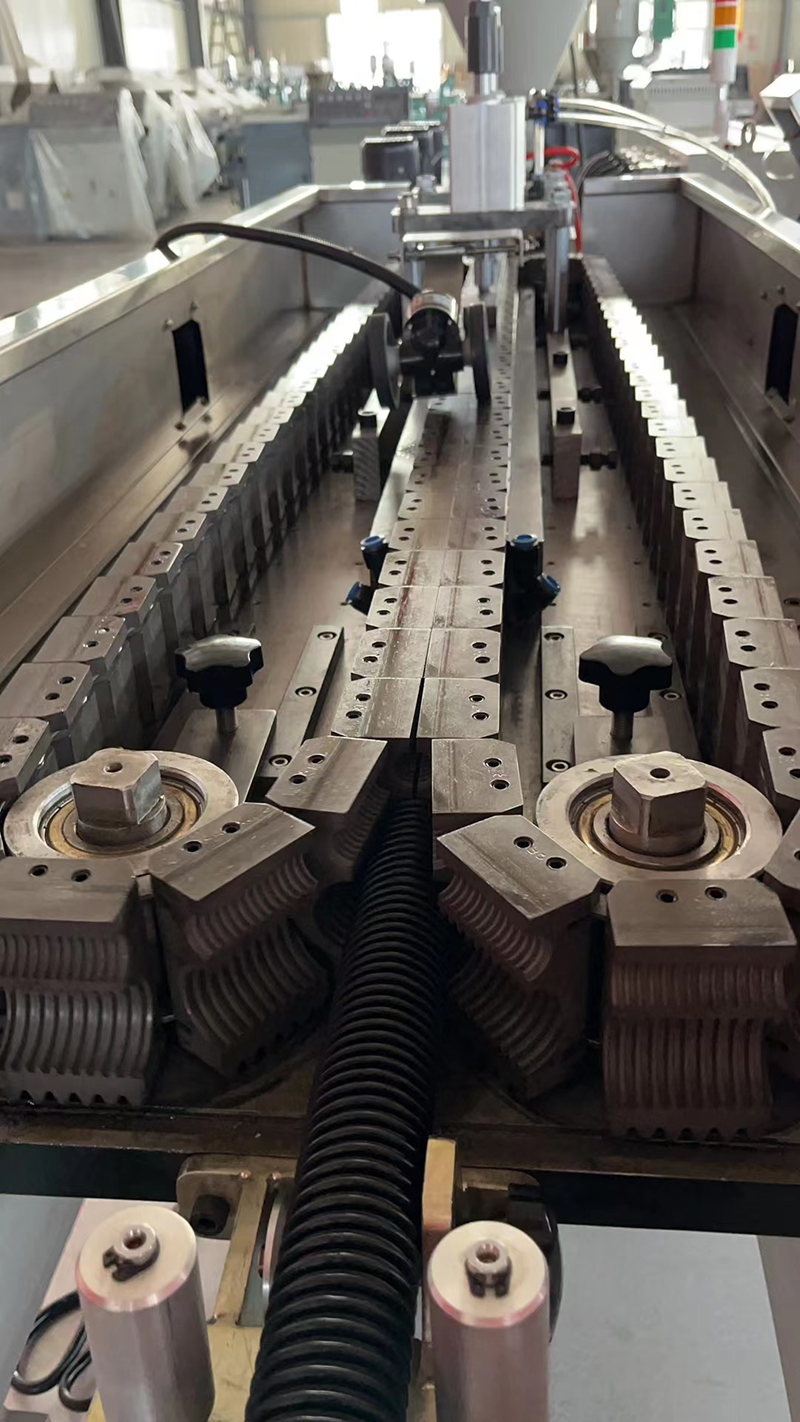
| High speed calibration table | 2040X950*1200 | 500 |
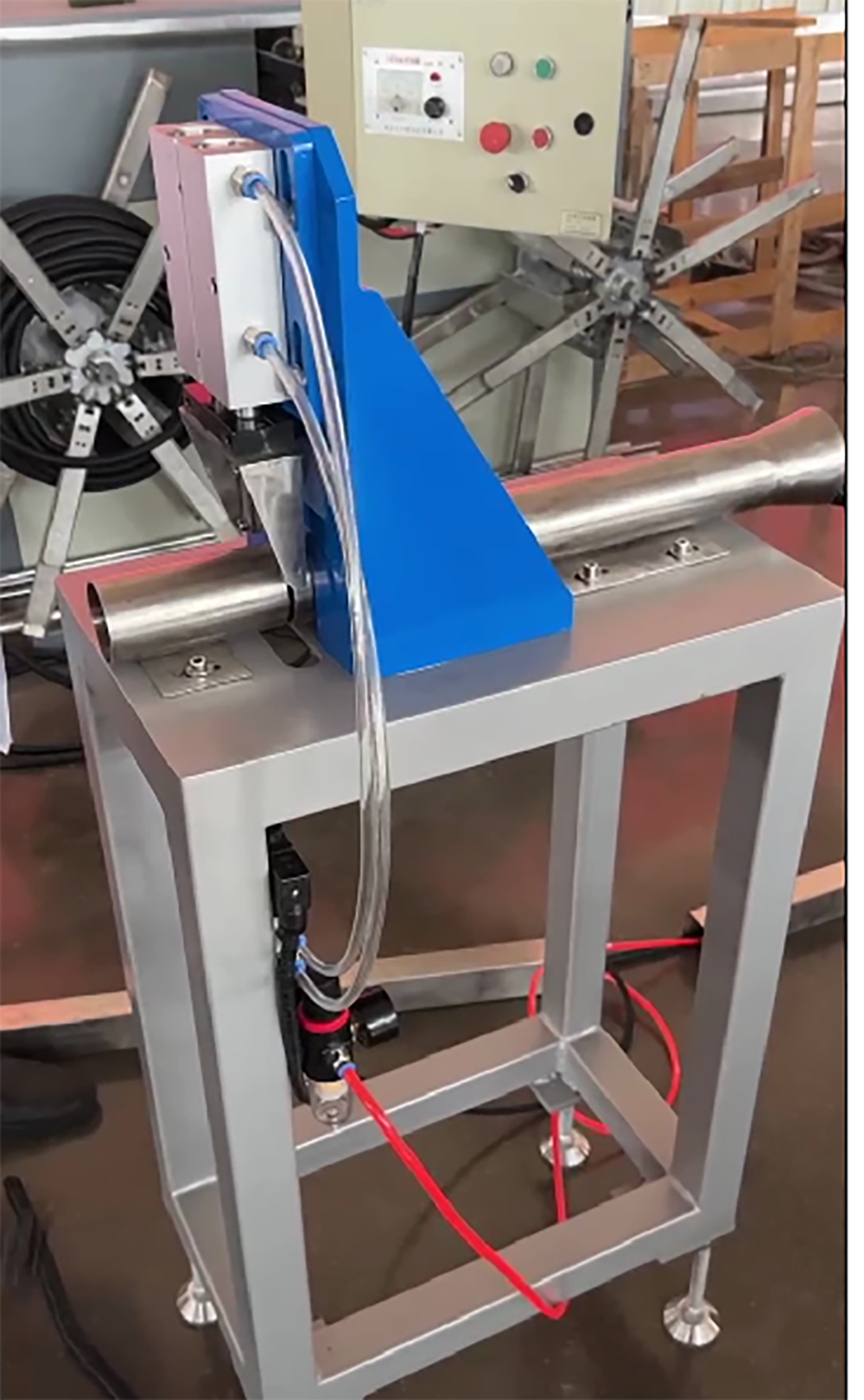
| Pipe cutter machine | 500*500*1200 | 100 |
| Pipe double position winder | 1500*1500*1650 | 300 |
| Pipe mould | 1000*1000*100 | 1000 |
How to operate the machine
Extruder preheating in advance 1-1.5hours

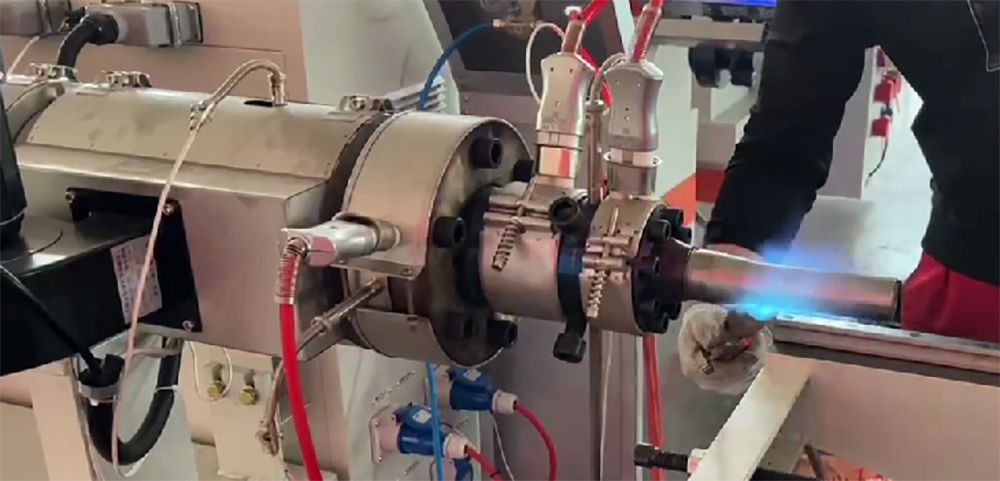
2.To quickly heat up, replace the heating ring with gas to heat the mold core rod
It must be fully heated until the material comes out of the core rod
customers need to heat the part 3minutes to let material out is ok
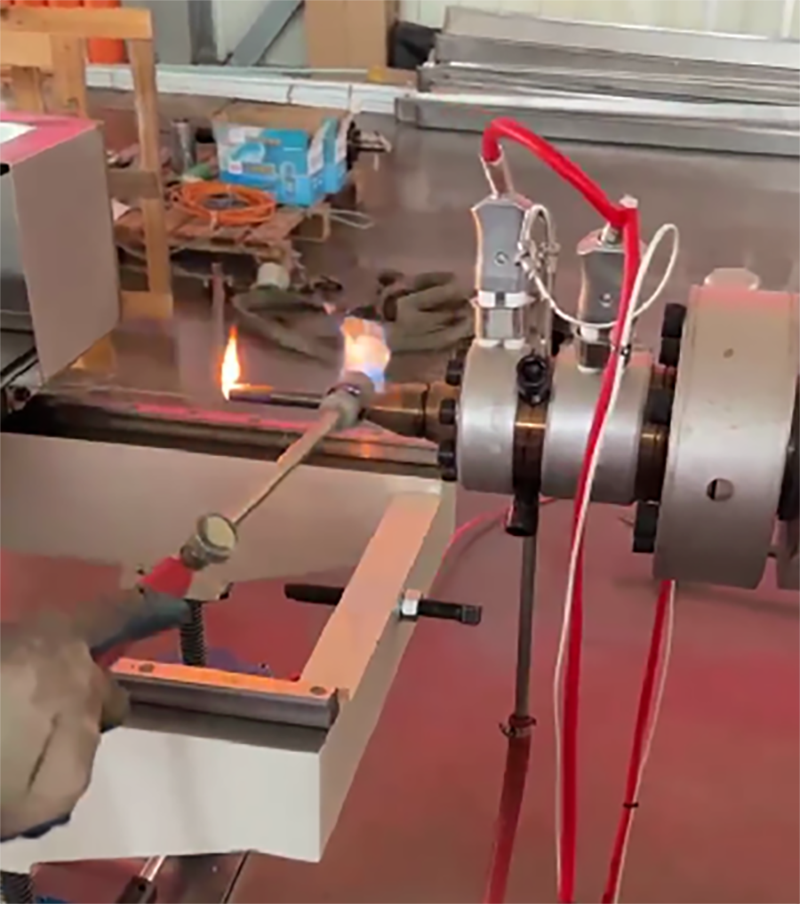
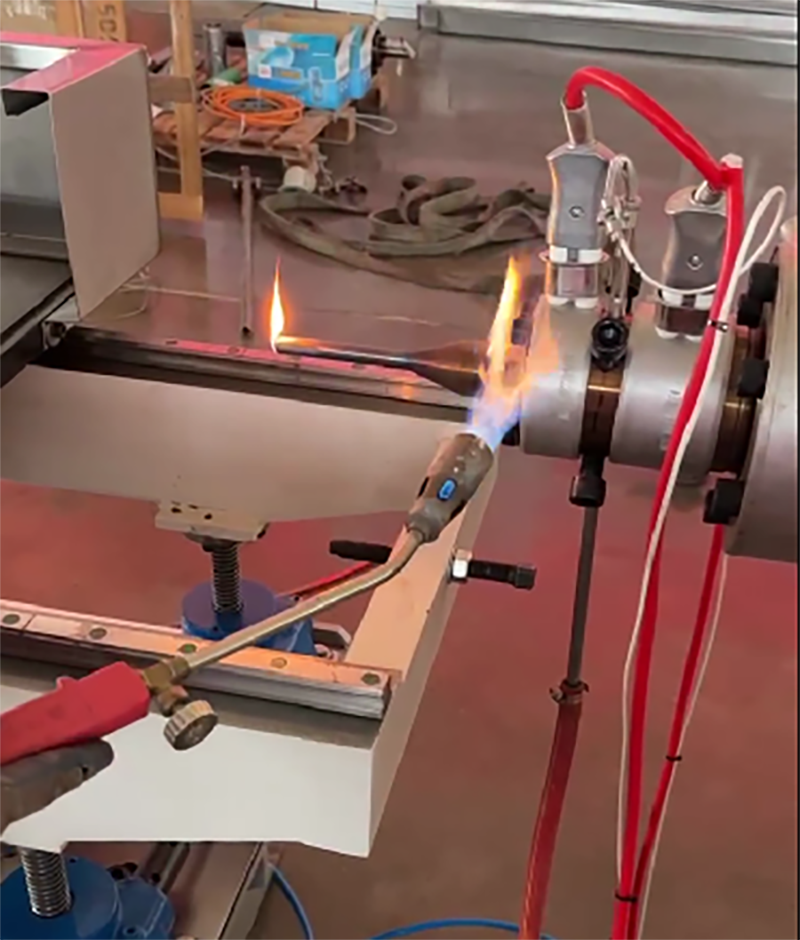
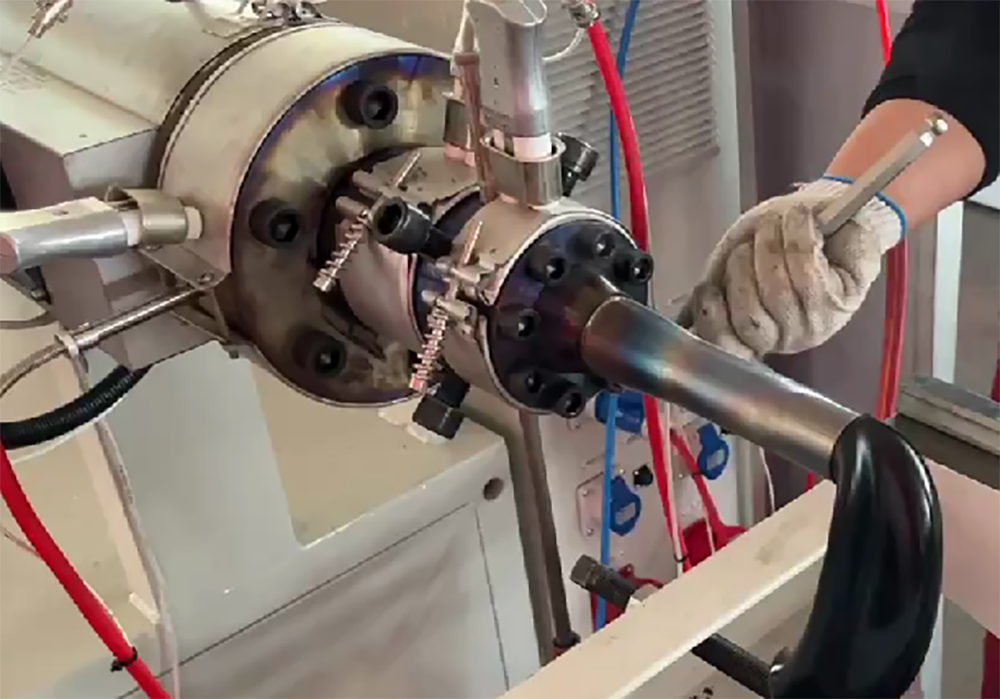
If the heating of the die core rod at the machine head is not sufficient, the material directly coming out of the screw will break the machine head
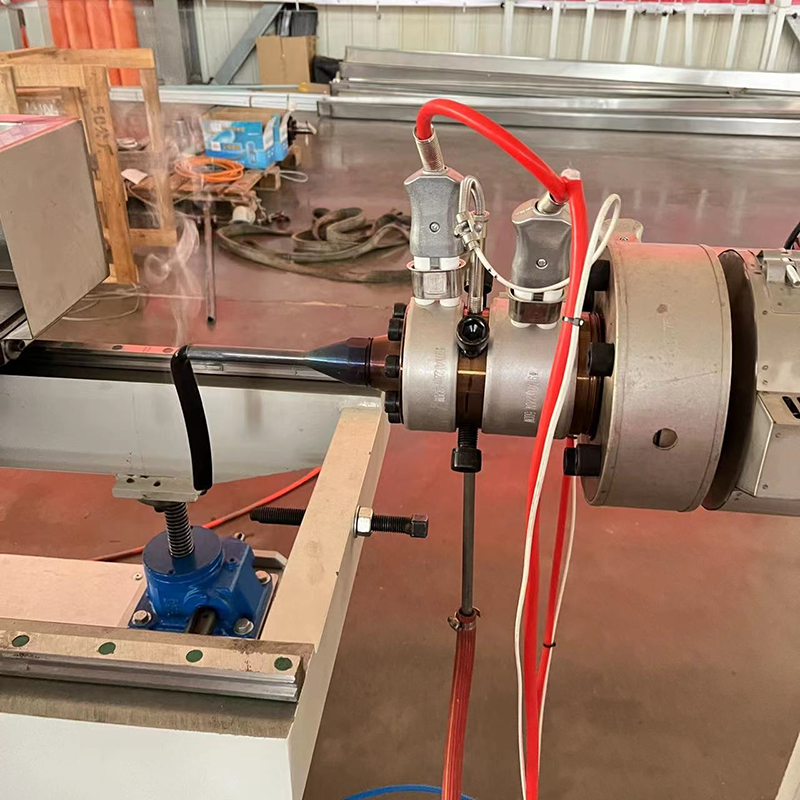
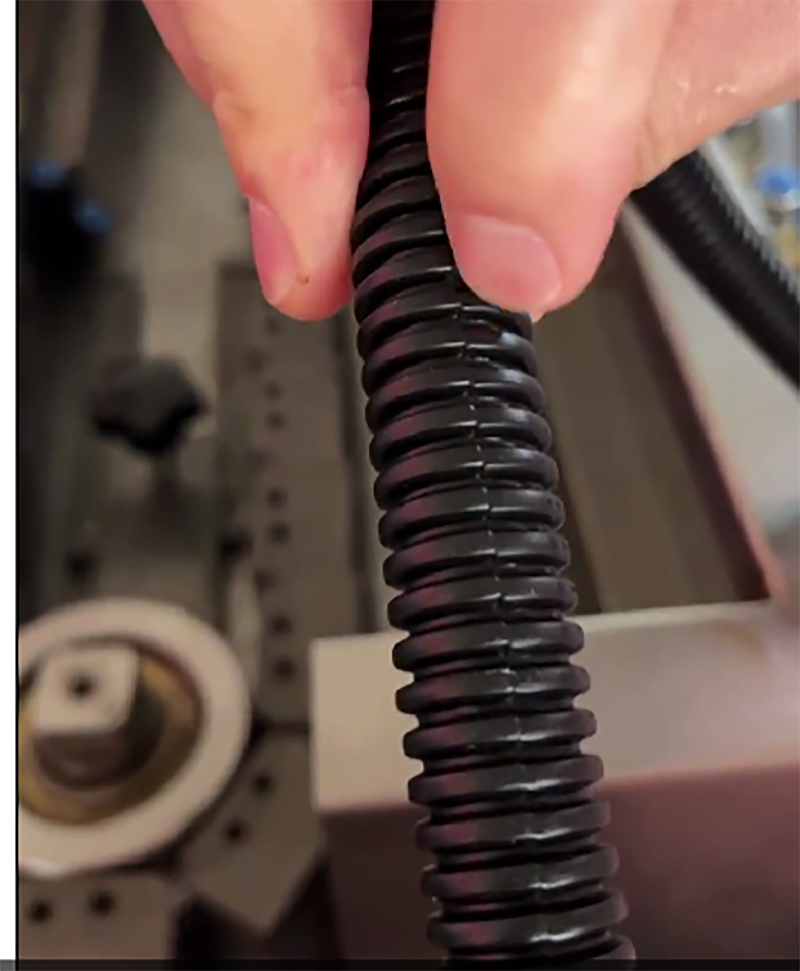
After the material come out from the mould die bushing , you should see the material direction
And then adjust the four large screws of the machine head until the raw materials come straight out of the machine head.

If the thread is misaligned, adjust the seam line. When the thread is fast on one side and slow on the other, it is necessary to adjust 8 screws to achieve synchronous operation

4.Instructions for using gear pumps
1. Wiring instructions can be found on the top cover
2. This device has functions such as lubrication, intermittency, and setting
The interval time can be set in white. ACT green light time range 1-995 seconds) IN light is on for interval time, range 99M (SET key for 3 seconds, enter the lubrication program setting status display screen with the number flashing (light on), press to increase or decrease to the so-called actual lubrication time: interval time setting (at this time, the number flashing, press ▲ or increase or decrease to the desired time). After confirming the setting is correct, press the SET key to finish
The electric pump starts working at the new set time.
3. When the system is abnormal, the digital flashing well beeps, and the electric pump stops working, indicating that the oil level is insufficient and needs to be refueled

The meter meter has arrived, and the meter automatically cuts
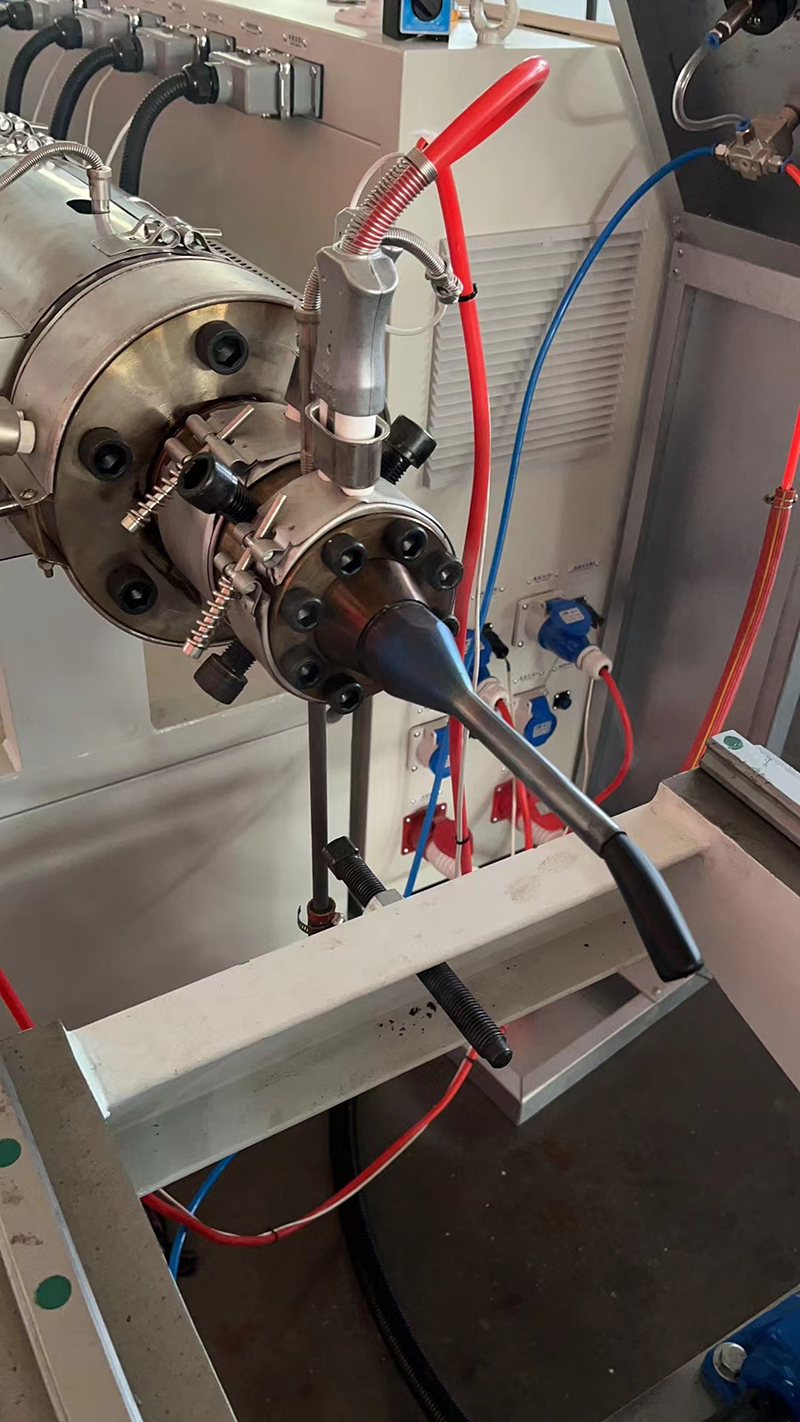
Every time the mold is changed, the core rod of the mold must be coated with high-temperature oil before tightening

Before starting the machine, each time a new mold core rod is replaced, it must be baked with a flamethrower for 1 to 3 minutes until there is material coming out before starting the machine
When material come out from the die bushing , you should adjust the die head 4 screws to make the material come out directly straight
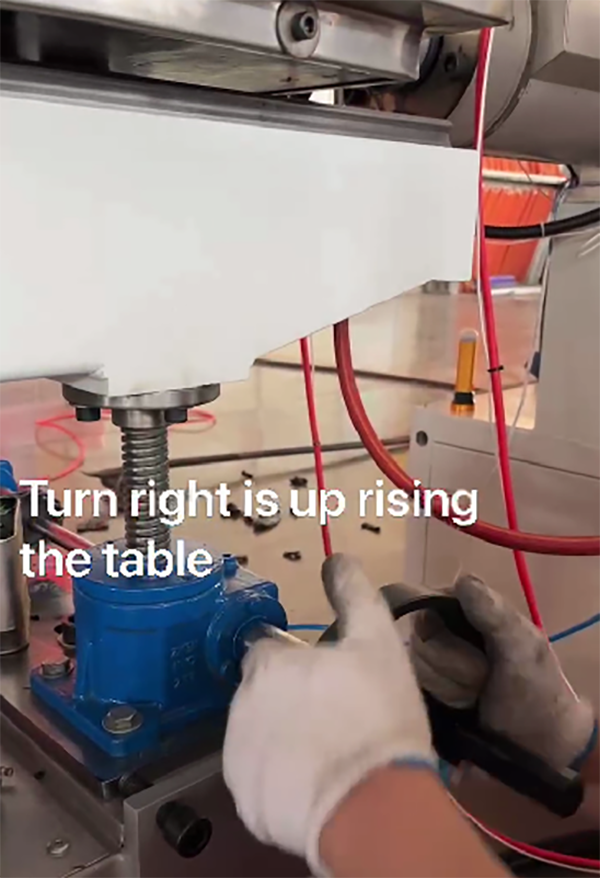
Just make sure that the material just comes out of the mold is parallel to the material mouth, and then adjust the height of the molding machine
Adjust the calibration table height when you produce others mould
Rotate to the right to raise the molding machine


Post time: Oct-31-2023